 ENG
ENG 
1. Die Rolle und Anwendung von PVC-Spritzgießmaschine
Als Kernausrüstung der Kunststoff verarbeitenden Industrie spielen PVC-Spritzgießmaschinen eine wichtige Rolle in der heutigen industriellen Fertigung. Polyvinylchlorid (PVC) ist ein vielseitiges, kostengünstiges und langlebiges thermoplastisches Material und wird im Spritzgussverfahren in vielen Bereichen wie der Bau-, Medizin-, Automobil- und Konsumgüterindustrie eingesetzt.

Die PVC-Spritzgießmaschine ist eine spezielle Spritzgießanlage, die speziell für die Verarbeitung von Polyvinylchlorid-Materialien verwendet wird und in der Kunststoffverarbeitungsindustrie eine unersetzliche Stellung einnimmt. Branchendatenstatistiken zufolge bestehen etwa 23 % der weltweiten Kunststoffspritzgussproduktion aus PVC-Materialien, insbesondere in den Bereichen Baurohre, medizinische Geräte sowie Drähte und Kabel liegt der Einsatzanteil von PVC-Spritzgussmaschinen bei über 60 %. Hinter dieser breiten Anwendung stehen die einzigartigen Leistungsvorteile der PVC-Materialien selbst und die effiziente Kombination des Spritzgussverfahrens.
Die Hauptfunktion einer PVC-Spritzgießmaschine besteht darin, Rohstoffe in drei Hauptstufen in Kunststoffprodukte mit präziser Größe und funktionellen Eigenschaften umzuwandeln: Erhitzen, Plastifizieren, Hochdruckeinspritzen und Formgießen. Im Vergleich zu allgemeinen Spritzgießmaschinen sind PVC-Spritzgießmaschinen für die Eigenschaften von PVC-Materialien optimiert und können die technischen Schwierigkeiten bei der PVC-Verarbeitung, wie z. B. schlechte thermische Stabilität, hohe Schmelzviskosität und leichte Zersetzung, wirksam überwinden. In der Bauindustrie weisen Rohrverbindungen, Verbindungen sowie Tür- und Fensterzubehör, die mit PVC-Spritzgussmaschinen hergestellt werden, eine hervorragende Witterungsbeständigkeit und chemische Stabilität auf; Im medizinischen Bereich erfüllen im PVC-Spritzgussverfahren hergestellte Produkte wie Infusionsbeutel und Katheter strenge Anforderungen an die Biokompatibilität.
Aus Sicht der Industriekette sind PVC-Spritzgießmaschinen das Bindeglied zwischen Rohstoffen und Endanwendungen, und ihr technisches Niveau wirkt sich direkt auf die Qualität und Produktionskosten des Endprodukts aus. Eine qualifizierte PVC-Spritzgießmaschine besteht normalerweise aus Schlüsselkomponenten wie Einspritzsystem, Formspannsystem, Hydrauliksystem, Steuersystem und Temperaturkontrollsystem. Die koordinierte Arbeit dieser Systeme stellt sicher, dass PVC-Materialien den Formprozess unter optimalen Bedingungen abschließen können. Mit der Verbesserung der Umweltschutzanforderungen und dem Wachstum des medizinischen Bedarfs entwickeln sich PVC-Spritzgießmaschinen in eine präzisere, energiesparendere und intelligentere Richtung.
Die Branchenspezifität von PVC-Spritzgießmaschinen spiegelt sich auch in ihrer Anpassungsfähigkeit an Materialrezepturen wider. PVC als Kunststoff, dessen Eigenschaften durch Zusatzstoffe angepasst werden können, wird in zwei Kategorien unterteilt: Hart-PVC (RPVC) und Weich-PVC (FPVC). Hart-PVC weist eine hohe Festigkeit und Steifigkeit auf und wird häufig in Baumaterialien verwendet; Weich-PVC wird durch die Zugabe von Weichmachern weich und elastisch und eignet sich beispielsweise für medizinische Rohre. PVC-Spritzgießmaschinen müssen in der Lage sein, diese beiden deutlich unterschiedlichen Materialtypen zu verarbeiten, was erfordert, dass die Ausrüstung über ein breiteres Prozessfenster und flexiblere Parameteranpassungsmöglichkeiten verfügt. Gleichzeitig stellt der Einsatz bleifreier Stabilisatoren und neuer umweltfreundlicher Weichmacher mit den immer strengeren Umweltauflagen auch neue technische Anforderungen an PVC-Spritzgießmaschinen.
Im Hinblick auf die wirtschaftlichen Vorteile bieten PVC-Spritzgießmaschinen den Herstellern äußerst wettbewerbsfähige Produktionslösungen. Im Vergleich zur Metallverarbeitung oder anderen Kunststoffformverfahren bietet das PVC-Spritzgießen die Vorteile eines kurzen Zyklus, einer hohen Materialausnutzung und eines geringen Arbeitsaufwands, was sich besonders für die Herstellung standardisierter Produkte in großem Maßstab eignet. Am Beispiel von PVC-Rohrverbindungsstücken in der Bauindustrie kann die tägliche Produktionskapazität einer mittelgroßen PVC-Spritzgießmaschine 5.000 bis 8.000 Stück erreichen und der Produktgewichtsfehler kann innerhalb von ±0,5 % kontrolliert werden. Eine solche Genauigkeit und Effizienz ist mit anderen Verfahren nur schwer zu erreichen. Darüber hinaus zeichnen sich PVC-Spritzgießmaschinen durch eine lange Formlebensdauer (in der Regel bis zu 500.000 bis 1 Million Mal) und einen relativ geringen Energieverbrauch (ca. 40 % Energieeinsparung im Vergleich zum Metalldruckguss) aus, was die Produktionskosten weiter senkt.
Mit der kontinuierlichen Weiterentwicklung des Trends „Kunststoff anstelle von Stahl“ wird die Bedeutung von PVC-Spritzgießmaschinen weiter hervorgehoben. Insbesondere im Anwendungsbereich Leichtbau, Korrosionsbeständigkeit und Kostenkontrolle ersetzen PVC-Spritzgussprodukte ständig traditionelle Materialien. Als Schlüsselausrüstung für diesen Wandel werden die technologische Innovation und die Markterweiterung von PVC-Spritzgießmaschinen weiterhin die Aufmerksamkeit der Branche auf sich ziehen.
2. Funktionsprinzip und Prozessablauf von PVC-Spritzgießmaschinen
Das Funktionsprinzip von PVC-Spritzgießmaschinen basiert auf den Formeigenschaften von Thermoplasten. Durch die präzise Steuerung von Parametern wie Temperatur, Druck und Geschwindigkeit werden PVC-Rohstoffe in Produkte mit der gewünschten Form umgewandelt. Dieser Prozess integriert multidisziplinäre Technologien wie Maschinenbau, Materialwissenschaften und automatische Steuerung zu einem komplexen und präzisen Verarbeitungssystem. Das Verständnis des Funktionsprinzips von PVC-Spritzgießmaschinen ist entscheidend für die Optimierung von Produktionsprozessen und die Verbesserung der Produktqualität.
Systemzusammensetzung und Funktion
Die PVC-Spritzgießmaschine besteht hauptsächlich aus fünf Systemen: Einspritzsystem, Spannsystem, Hydrauliksystem, Steuersystem und Temperaturkontrollsystem. Das Injektionssystem ist für die Plastifizierung und Injektion von PVC-Materialien verantwortlich. Es ist der Kernbestandteil der Ausrüstung und umfasst Schlüsselkomponenten wie Trichter, Zylinder, Schnecke und Düse. Im Gegensatz zu herkömmlichen Spritzgussmaschinen weist die Schnecke einer PVC-Spritzgussmaschine in der Regel ein spezielles Design mit einem kleinen Länge-zu-Durchmesser-Verhältnis (L/D) (im Allgemeinen zwischen 18:1 und 22:1) und einem niedrigen Kompressionsverhältnis (ca. 1,8–2,5) auf, um den Scherwärmeeintrag auf wärmeempfindliche PVC-Materialien zu reduzieren. Das Spannsystem sorgt für das Öffnen und Schließen der Form sowie für die Schließkraft, um sicherzustellen, dass die Form während des Formvorgangs nicht durch den Schmelzedruck aufgedrückt wird. Zu seinen Bauformen gehören Kniehebel-Typ, hydraulischer Typ und elektrischer Typ. Das Hydrauliksystem versorgt die gesamte Maschine mit Strom und steuert die Bewegung jedes Aktuators. Das Steuerungssystem ist für die Parametereinstellung, Programmsteuerung und Prozessüberwachung verantwortlich. Das Temperaturkontrollsystem hält die genaue Temperatur von Zylinder und Form aufrecht, was besonders wichtig für wärmeempfindliche Materialien wie PVC ist.
Arbeitszyklusanalyse
Das PVC-Spritzgießen ist ein zyklischer Prozess, und jeder Zyklus enthält eine Reihe geordneter Vorgänge. Gemäß Industriestandards umfasst ein vollständiger Arbeitszyklus die folgenden Phasen: Schließen der Form → Einspritzen → Halten des Drucks → Abkühlen → Plastifizieren → Öffnen der Form → Auswerfen von Produkten.
In der Formschließphase wird die Form unter hohem Druck geschlossen und die Schließkraft wird basierend auf der Produktprojektionsfläche und dem Einspritzdruck berechnet, normalerweise 30–80 MPa. In der Einspritzphase bewegt sich die Schnecke vorwärts, um das geschmolzene PVC am vorderen Ende des Zylinders mit hohem Druck (normalerweise 80–180 MPa) und hoher Geschwindigkeit in den Formhohlraum einzuspritzen. Dieser Vorgang dauert mehrere Sekunden und die Einspritzgeschwindigkeit kann abschnittsweise gesteuert werden, um sich an komplexe Produktstrukturen anzupassen. Das Aufrechterhalten eines bestimmten Drucks in der Druckhaltestufe zum Nachfüllen des aufgrund der Kühlschrumpfung reduzierten Materials ist entscheidend für die Maßhaltigkeit und Oberflächenqualität des Produkts. Die Abkühlphase ermöglicht die Erstarrung des Produkts in der Form. Die Zeit hängt von der Wandstärke und der Kühleffizienz ab. In der Plastifizierungsphase dreht sich die Schnecke, um das neue Material vorwärts zu transportieren und zu schmelzen, um es für den nächsten Zyklus vorzubereiten, und zieht sich gleichzeitig in die Sollposition zurück. Schließlich öffnet sich die Form und der Auswurfmechanismus entformt das Produkt, um einen Zyklus abzuschließen.
Tabelle: Typische Prozessparameterbereiche für das PVC-Spritzgießen
| Parameterkategorie | Hart-PVC (RPVC) | Weich-PVC (FPVC) | Hauptwirkung |
| Fasstemperatur (℃) | 160-190 | 150-180 | Fließfähigkeit der Schmelze, Gefahr der thermischen Zersetzung |
| Formtemperatur (℃) | 30-50 | 20-40 | Abkühlgeschwindigkeit, Oberflächenglanz |
| Einspritzdruck (MPa) | 80-150 | 70-130 | Integrität der Formfüllung, innere Spannung |
| Haltedruck (MPa) | 40-80 | 30-60
| Schrumpfung, Maßhaltigkeit |
| Schneckengeschwindigkeit (U/min) |
30-70 | 25-60
| Plastifizierungsqualität, Scherwärme |
| Gegendruck (MPa) | 3-10 | 2-8 | Schmelzdichte, Plastifizierungseffizienz |
- Besonderheiten der PVC-Verarbeitung
Das PVC-Spritzgießen weist erhebliche Prozessunterschiede im Vergleich zu allgemeinen Kunststoffen wie PP und PE auf, was hauptsächlich auf die Materialeigenschaften von PVC zurückzuführen ist. PVC weist eine geringe thermische Stabilität auf und zersetzt sich bei hohen Temperaturen leicht unter Freisetzung von Chlorwasserstoff (HCl). Daher ist das Verarbeitungstemperaturfenster eng und wird normalerweise im Bereich von 150–190 °C kontrolliert, was viel niedriger ist als die theoretische Zersetzungstemperatur (etwa 210 °C). Um dieser Herausforderung gerecht zu werden, sind PVC-Spritzgießmaschinen in der Regel mit präziseren Temperaturregelsystemen ausgestattet, mit einer Zonentemperaturregelgenauigkeit von bis zu ±1 °C und einem speziellen Schneckendesign zur Reduzierung der Schererwärmung. Gleichzeitig weist PVC-Schmelze eine hohe Viskosität und schlechte Fließeigenschaften auf, sodass ein höherer Einspritzdruck (normalerweise 20–30 % höher als bei PP) erforderlich ist, um die Form vollständig zu füllen. Darüber hinaus können Zusatzstoffe in PVC-Rezepturen wie Stabilisatoren und Schmiermittel Ablagerungen im Zylinder bilden, sodass PVC-Spritzgießmaschinen häufiger gereinigt und gewartet werden müssen.
- Prinzipien der Plastifizierung und Injektion
Der Plastifizierungsprozess von PVC ist ein komplexer Prozess der physikalischen Zustandsumwandlung. Nachdem feste PVC-Partikel aus dem Trichter in das Fass gelangt sind, durchlaufen sie unter Erhitzung und Scherung eine Umwandlung vom glasigen, hochelastischen Zustand in den viskosen Fließzustand. Die Drehung der Schnecke erzeugt eine Schleppströmung, um das Material vorwärts zu transportieren, während die Scherwirkung und die äußere Erwärmung das PVC allmählich schmelzen. Da es sich bei PVC um ein polares Material handelt, ist sein Schmelzverhalten anders als bei unpolaren Kunststoffen wie PE und erfordert einen höheren Energieeintrag. Am Ende der Plastifizierung sammelt sich das geschmolzene PVC am vorderen Ende der Schnecke und drückt die Schnecke in die Sollposition zurück. In der Einspritzphase wird die Schnecke in einen Kolben umgewandelt und die Schmelze wird unter dem Druck des Hydraulikzylinders mit konstanter Geschwindigkeit oder segmentierter Geschwindigkeit in den Formhohlraum eingespritzt. Das Fließverhalten der PVC-Schmelze im Formhohlraum wird von der Formtemperatur, der Angussform und den Einspritzparametern beeinflusst. Durch sinnvolle Prozesseinstellungen können Fehler wie Spritzspuren und Bindenähte vermieden werden.
- Kernpunkte der Prozesssteuerung
Erfolgreiches PVC-Spritzgießen hängt von der präzisen Steuerung wichtiger Parameter ab. Die Temperaturkontrolle ist der Hauptfaktor. Das Fass ist üblicherweise in 3-5 Temperaturzonen unterteilt. Der Temperaturgradient steigt von der Zufuhröffnung zur Düse, die maximale Temperatur überschreitet jedoch 190 °C nicht, um eine Zersetzung zu verhindern. Die Einspritzgeschwindigkeit beeinflusst den Schmelzfüllmodus und die Molekülorientierung. Dickwandige Produkte sollten mit niedriger Geschwindigkeit abgefüllt werden, um Restspannungen zu reduzieren, während dünnwandige Teile eine Injektion mit hoher Geschwindigkeit erfordern, um eine vorzeitige Koagulation zu verhindern. Die Einstellung von Haltedruck und Haltezeit wirkt sich direkt auf die Schrumpfrate und Dimensionsstabilität des Produkts aus und muss entsprechend der Produktstruktur und den Materialeigenschaften optimiert werden. Die Abkühlzeit macht 60-70 % des gesamten Zyklus aus. Durch die Optimierung des Designs von Kühlwasserkanälen kann die Produktionseffizienz verbessert werden. PVC-Spritzgießmaschinen verwenden meist Regelsysteme mit geschlossenem Regelkreis, um diese Parameter in Echtzeit zu überwachen und anzupassen, um Prozessstabilität und Produktkonsistenz sicherzustellen.
Das Funktionsprinzip von PVC-Spritzgießmaschinen verkörpert die perfekte Kombination aus mechanischem Design und Materialwissenschaft. Durch die präzise Steuerung thermodynamischer und rheologischer Prozesse werden PVC-Rohstoffe in Kunststoffprodukte mit unterschiedlichen Funktionen umgewandelt. Die Beherrschung dieser Prinzipien ist die theoretische Grundlage für die Optimierung von Produktionsprozessen und die Lösung von Qualitätsproblemen.
3. Ausstattungsmerkmale und technische Vorteile der PVC-Spritzgießmaschine
Als eine Art Spezialausrüstung für die Kunststoffverarbeitung verfügt die PVC-Spritzgießmaschine über eine Reihe einzigartiger Designs, die den Materialeigenschaften entsprechen. Diese Eigenschaften ermöglichen es, bei der Verarbeitung von PVC-Materialien erhebliche technische Vorteile zu erzielen. Von der mechanischen Struktur bis zum Steuerungssystem spiegelt jede Verbindung der PVC-Spritzgießmaschine die sorgfältige Konstruktion für die besonderen Anforderungen der PVC-Verarbeitung wider.
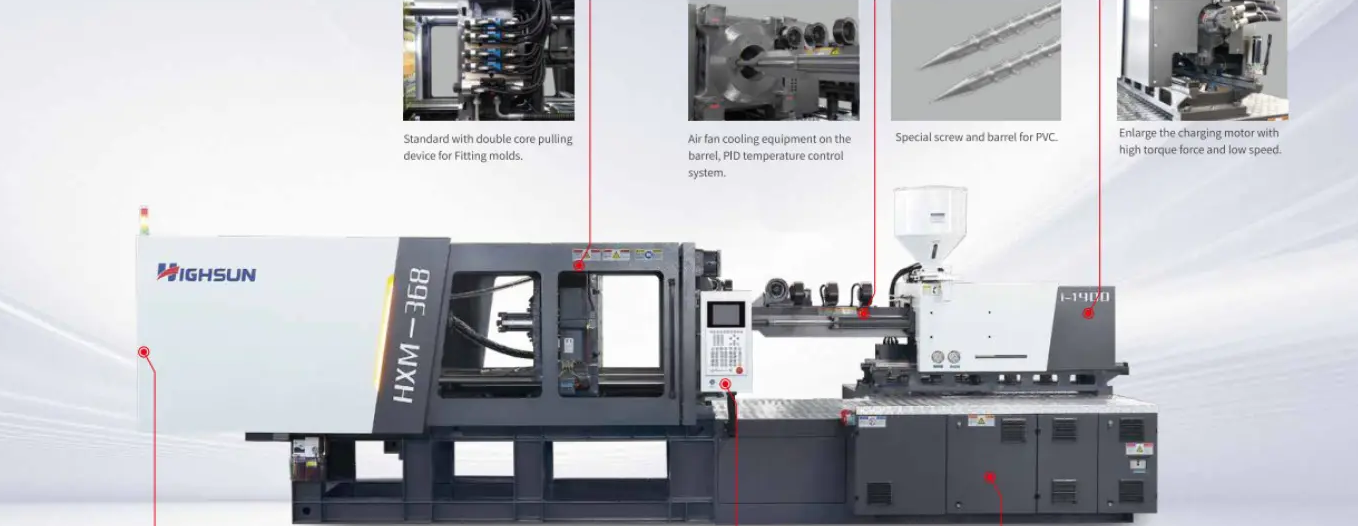
- Spezielles Schraubendesign
Das Hauptmerkmal der PVC-Spritzgießmaschine ist ihre spezielle Schneckenstruktur. Im Vergleich zu gewöhnlichen Spritzgussmaschinenschnecken weisen PVC-Spezialschnecken die folgenden Eigenschaften auf: kleines Aspektverhältnis (L/D) (normalerweise zwischen 18:1 und 22:1), wodurch die Verweilzeit des Materials verkürzt wird; niedriges Kompressionsverhältnis (ca. 1,8–2,5), geeignet für PVC-Pulver oder leicht komprimierbare Partikel; tiefe Schraubennut, wodurch Schergeschwindigkeit und Reibungswärmeentwicklung reduziert werden; Hinzufügen eines Barriereabschnitts oder eines Mischkopfs zur Verbesserung der Schmelzgleichmäßigkeit. Dieses Design löst effektiv das Problem der schlechten thermischen Stabilität von PVC und verhindert eine Überhitzung und Zersetzung von Materialien während der Plastifizierung. Das Schneckenmaterial besteht normalerweise aus doppelt legiertem Stahl oder ist speziell oberflächenbehandelt, um die Verschleißfestigkeit und Korrosionsbeständigkeit zu verbessern und dem sauren HCl-Gas standzuhalten, das bei der PVC-Verarbeitung entstehen kann. Darüber hinaus ist der Drehzahlbereich der Schnecke der PVC-Spritzgießmaschine relativ eng (normalerweise 30–70 U/min) und kann präzise gesteuert werden, um übermäßige Scherung durch zu hohe Drehzahl zu vermeiden.
- Optimierung des Temperaturkontrollsystems





